Technical Overview: Blower Bulk Cement Transfer System Designed and Installed by EHL
Engineered, Fabricated, and Installed
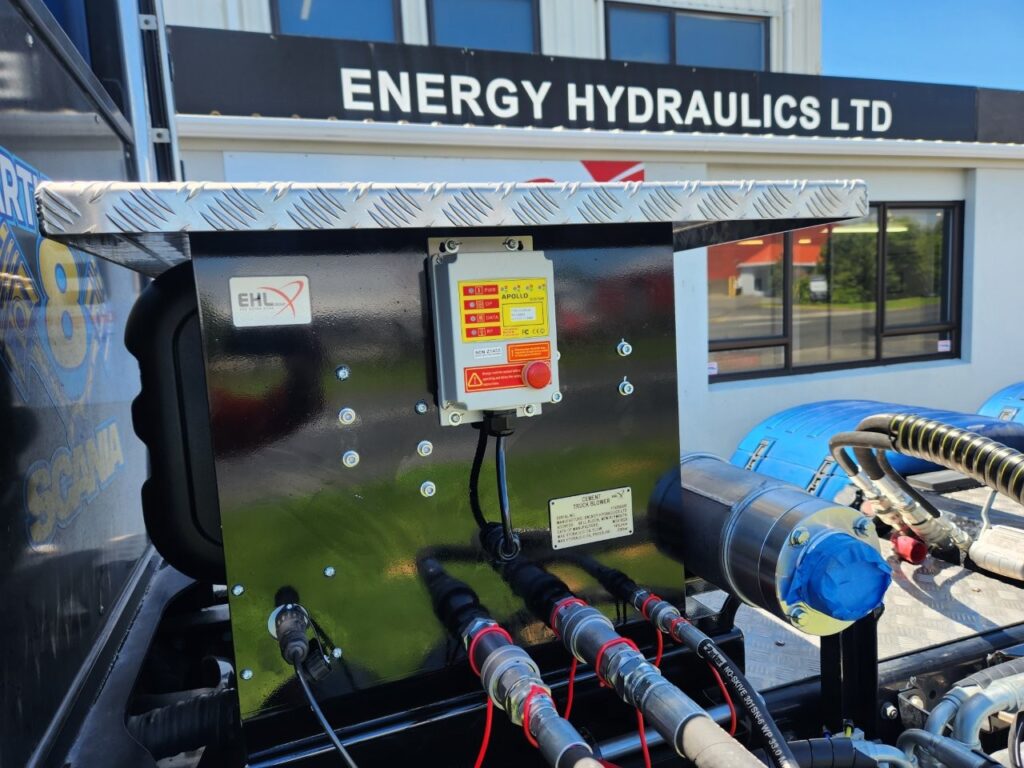
EHL has recently completed the engineering, fabrication, and installation of a stand‑alone blower-driven bulk cement transfer system. The system has been designed as a self-contained modular unit with integrated hydraulic, pneumatic, structural, and control subsystems to support high‑reliability conveying operations in cement handling environments.





1. System Architecture
The blower package is supplied as a stand‑alone assembly requiring only an external oil supply for operation. All functional subsystems—including drive, filtration, control, and protection—are incorporated into a consolidated frame-based module to enable rapid deployment and simplified maintenance.
1.1 Structural Frame
- Heavy-duty quick‑release frame assembly, engineered for high mechanical rigidity under vibrational loading and blower torque output.
- Aluminium stand‑able protective cover providing structural protection against contaminants while maintaining accessibility for inspection and servicing.
- Structural components are designed to accommodate dynamic loads generated by the Gardner Denver blower under varying pressure differentials.
2. Blower Drive System
The primary power element is a hydraulic‑drive Gardner Denver blower, selected for its performance characteristics in high‑pressure pneumatic conveying applications.
2.1 Hydraulic Drive Integration
- Hydraulic motor directly coupled to the blower to ensure stable torque delivery and consistent speed regulation.
- System configuration enables controlled acceleration and deceleration, supporting long service life and reduced mechanical wear.
3. Pneumatic Control and Protection Components
To ensure operational reliability and process stability, several control elements are integrated into the blower circuit.
3.1 Soft‑Start Valve
- The integrated soft‑start valve regulates initial air delivery to the line, minimising pressure shock and mechanical strain during system start‑up.
- This ensures gradual system pressurisation, protecting both blower and downstream piping.
3.2 Over‑Run Valve
- The integrated over‑run valve prevents blower overspeed conditions by managing airflow and maintaining controlled blower unloading.
- This valve serves as a critical safety component during shutdown and transient load events.
3.3 High‑Pressure Filtration
- The unit includes an on‑board high‑pressure filtration assembly positioned within the hydraulic circuit.
- Filtration protects the hydraulic drive components from particulates and ensures consistent fluid cleanliness in accordance with industrial hydraulic standards.
4. Control System
The system incorporates a remotely operated control interface designed to improve operational safety and flexibility.
4.1 Wireless Remote Start/Stop
- A fully integrated wireless remote control module allows operators to start and stop the blower system without direct physical interaction with the unit.
- The wireless system permits safe distance operation during cement transfer cycles and reduces personnel exposure to dust, noise, and moving equipment.
5. Operational Characteristics
5.1 Deployment and Connectivity
- The system is engineered as a drop‑in module requiring only hydraulic oil supply connection and standard pneumatic interface.
- Quick‑release frame design enables rapid installation, transport, and on‑site repositioning.
5.2 Maintenance Efficiency
- The aluminium cover permits operator access for inspection without removal of major structural components.
- Integrated filtration and soft‑start control reduce mechanical loads, thereby extending service intervals and minimising unplanned downtime.
5.3 Application Scope
The system is configured for use in:
- bulk cement pneumatic transfer
- silo loading operations
- batching plant supply systems
- mobile or fixed powder handling installations
Conclusion
EHL’s newly installed blower bulk cement transfer system represents a consolidated and technically robust approach to pneumatic material handling. Through integration of hydraulic drive technology, onboard filtration, controlled start‑up sequencing, and remote actuation, the system delivers enhanced operational reliability, simplified installation requirements, and reduced maintenance demands. Its stand‑alone architecture makes it suitable for both permanent and mobile industrial cement transfer applications.


Contact EHL to find out more.
